Bending is one of the most common sheet metal fabrication operations.
Bending 125 aluminum sheet.
Place the fracture line over the edge of a table and bend the overhang slightly downwards.
To define the bend region and reduce the force required to bend a part out of sheet metal down to something you can handle without a brake press slots can be cut at the bending line to.
If bending along the grain you want closer to the bigger numbers and across you can bend to a smaller radius.
In high purity forms aluminum is soft and ductile.
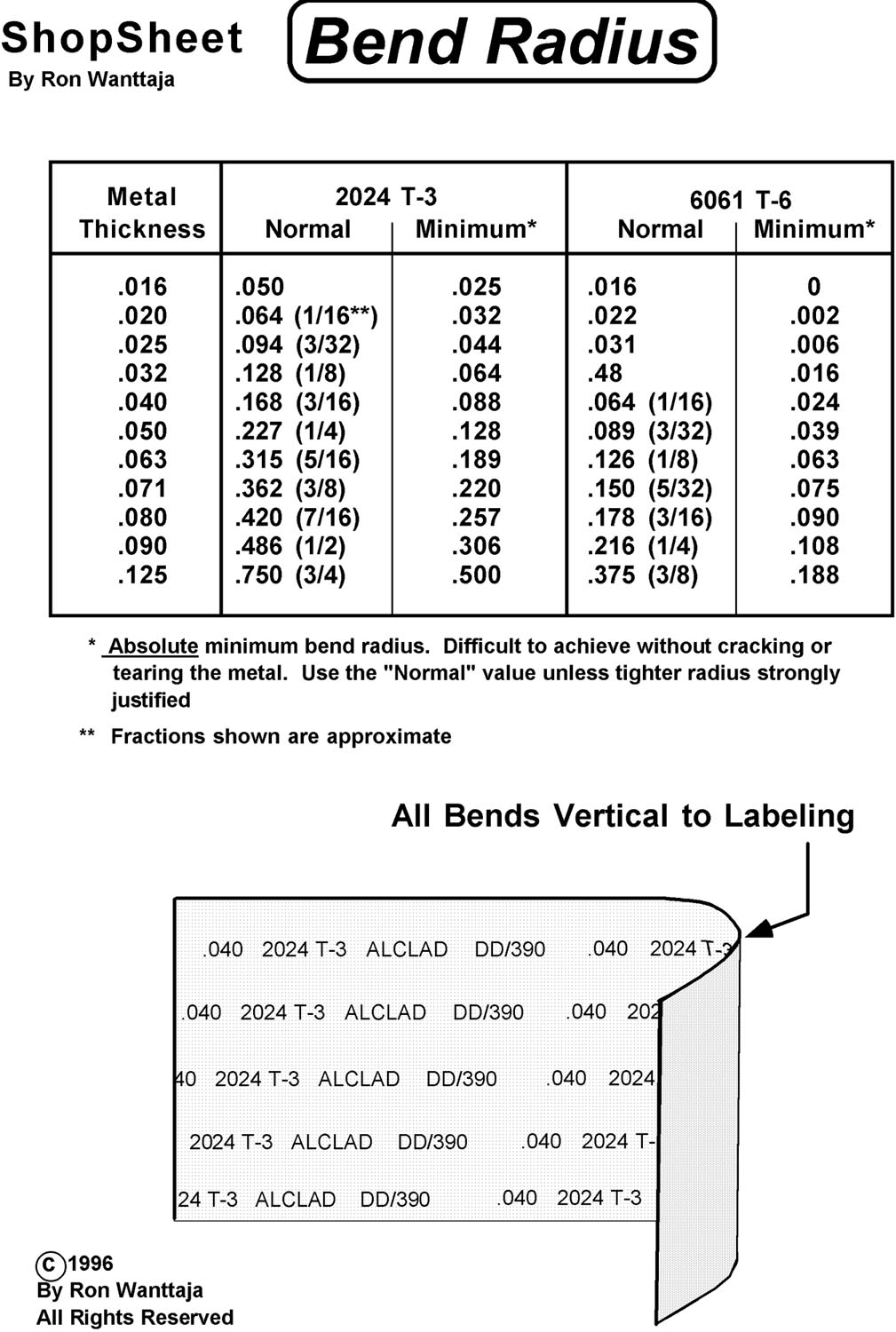
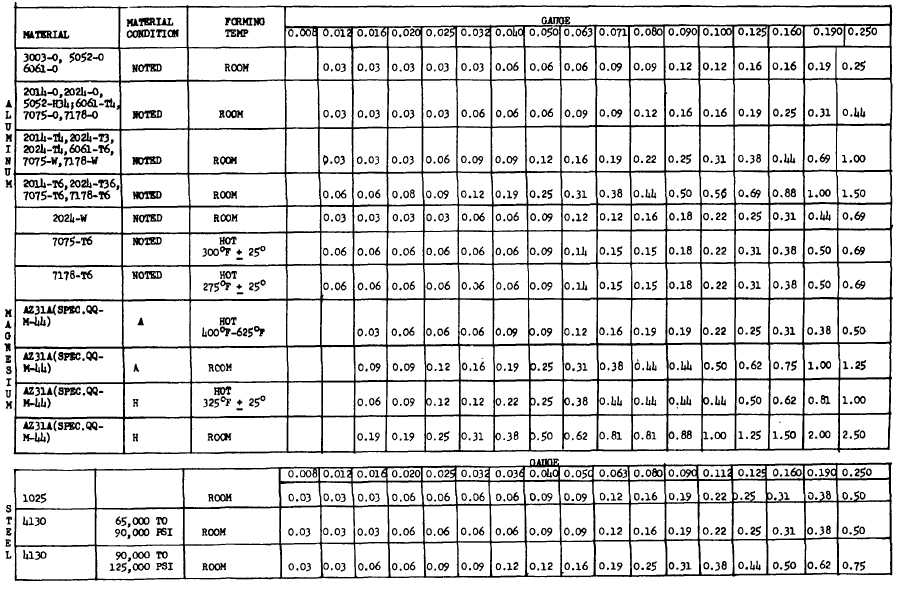
Use the minimum bend dimension values in the charts below for your minimum closeness of cutout to a bend.
Bending is a delicate and demanding process most of the time and common fabricating processes require a degree of formability that make your choice of proper alloy critical.
This is done through the application of force on a workpiece.
We re having trouble bending 6061 t6 aluminum without cracking and i was wondering if you could give us a few pointers.
After a few wiggles the sheet will fracture along the cut line leaving a clean break as shown in the above photos.
Flip the sheet over and repeat.
If you search for aluminium bend radius you will find that 6061 t6 should be bent with a minimum bend radius of 1 1 2 to 3 times the sheet thickness.
Which aluminum alloy bends the best is a a common question customers want the answer to.
Create a long fracture line then progressively bend the sheet from one end to to the other.
Insert your aluminum sheet into the brake beneath the removable clamp bar.
Your 125 thickness will need a radius of 187 to 375 on the inside of the bend.
Make sure the bar is seated firmly inside the frame.
In this post we ll explain it to you.
Aluminum where necessary 5052 h32 may be bent to 1t and 6061 t6 to 1 1 2t.
Material bend radii and minimum bend size charts please note.
Lift the clamp bar away from the rear of the brake frame and slide the sheet in perpendicularly to the direction you want to bend it.
6061 t6 aluminum is tempered and notorious for not bending easily.
From a bending perspective it s always best to bend these parts in an annealed state and then temper them to the correct condition.
With care and patience full size sheets of aluminium can be cut using this method.
Then place the clamp bar back down on top of the aluminum crosswise.
The bend radius you select may not be available if the geometry of the part will not allow us to bend with the specific tooling required to achieve that radius.