The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications.
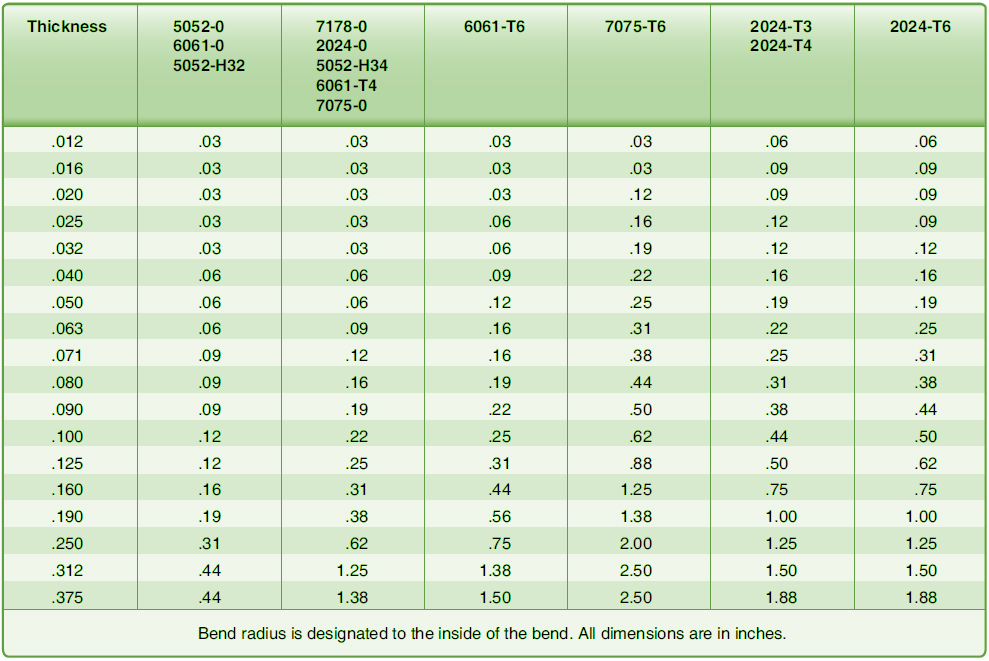
Bending aluminum sheet minimum radius.
Per the aluminum association inc.
In general mild steel and type 304 stainless sheet can be formed with sharp bends 1t without concern up to 1 8.
4 0 5 2.
Now multiply that answer by the plate thickness.
Bend radii minimum bend sizes.
It is possible to choose other bends if you require but additional lead time and tooling charges may apply.
The tables below show bend radii and minimum bend sizes for materials and tooling combinations stocked by protocase.
Discover all our calculation tools in the calculators section of the top menu.
It is most economical to use a single bend radius throughout the design but if necessary you can utilize multiple radii.
If the material is 0 5 inch thick.
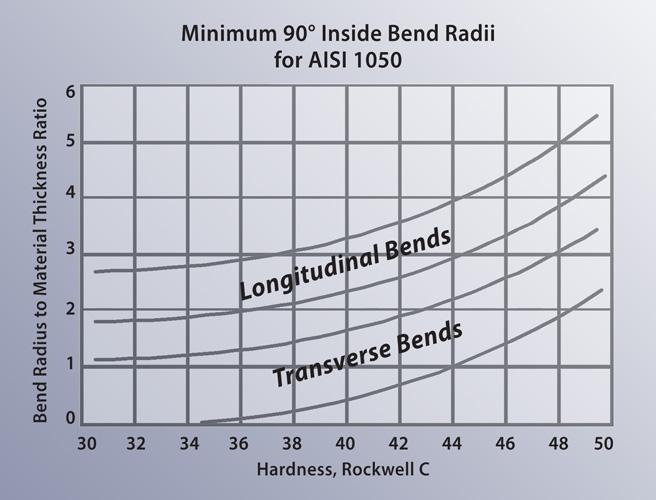
Aluminum minimum bend radii for 90 degree cold forming of sheet and plate.
We go beyond the general rules of sheet metal bending as our customers want tight bend radii for sheet metal parts.
Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation the radius can be near zero for thin sheet metal.
Where necessary 5052 h32 may be bent to 1t and 6061 t6 to 1 1 2t.
So in this case the minimum inside bend radius is 2 times the material thickness.
Radii for various thicknesses expressed in terms of thickness t.
This tool allows you to determine tonnage internal radius v die opening and minimum flange you just have to insert the characteristics of the sheet metal to be bent.
Preferred recommended 90 degree bend radii for various sheet metals.
Use this document to choose values that are both manufacturable and meet your needs.
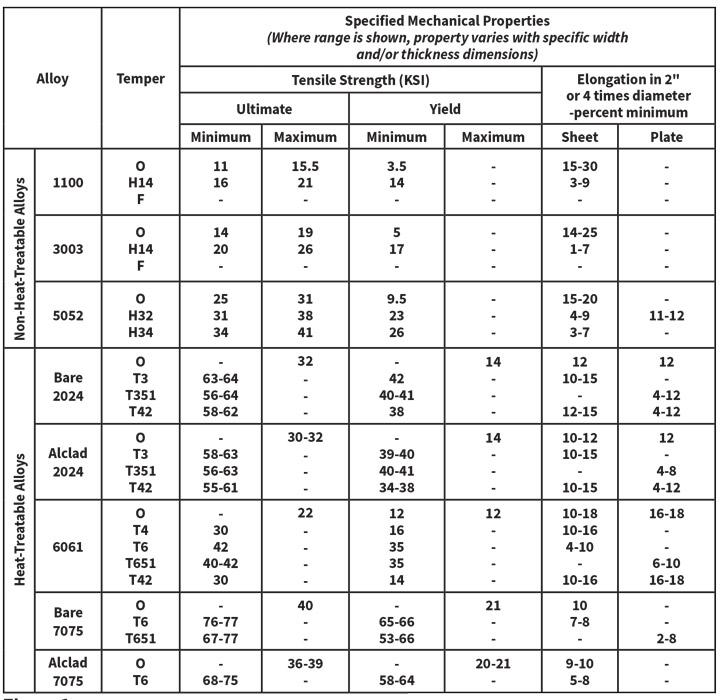
If i am looking at properties for a36 steel i see elongation properties between 18 and 21 percent.
We recommend 5052 h32 for aluminum chassis projects.
In general parts should be designed with a minimum 1t bend radius radius matching the sheet thickness for the simplest setup and to ensure we can form the intended geometry.
Say you get a print that says you need to bend a part to an external angle of 100 degrees that s an internal angle of just 80 degrees.
Aluminum is typically thicker and stronger and requires more force to bend as well as consideration of edge conditions and punch nose radii.
The minimum bend radius for aluminum when working with aluminum over sheet metal several variables need to be considered.