So then you can deform it reheat it and cool it down fast dump it red hot in water or oil which will harden it again.
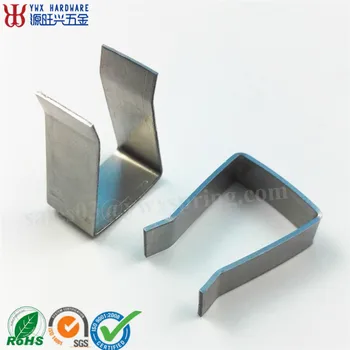
Bending spring steel sheet.
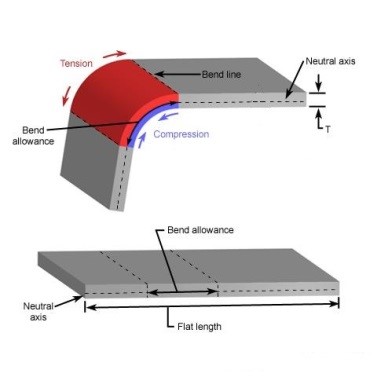
Bending is one of the most common sheet metal fabrication operations.
A cutout or the edge of your flange to your bend.
Spring steels are known for their high yield strength which allows objects made of spring steel to return to their original shape after bending and forming.
Part of the fundamental manufacturing processes video series this program examines two of the oldest manufacturing processes.
The force must exceed the material s yield strength to achieve a plastic deformation.
Compared to carbon steel for the same thickness of stainless steel the bending angle is larger special attention should be paid to this point otherwise the bending crack will appear affecting the strength of the workpiece.
The greater the yield strength of the material the greater the spring back and the smaller the angle of the punch die should be designed for the angle of 90 degrees of the bending part.
Cooling down slowly it will not re hard and you can treat it as any other common steel.
Tempered spring steel is commonly referred to as high carbon steel and is useful for a number of applications including use in springs and steel tapes.
Springback is ever present in sheet metal forming.
If you have any questions or want to discuss your design contact us.
Choose a bend radius that matches your minimum bend.
If you want to bend it you have to have to heat it to red glowing when it will loose its hardness.
Our offerings also include.
Blue tempered and polished spring steel.
After a bending operation residual stresses will cause the sheet metal to spring back slightly.
Determine your minimum bend by measuring the distance from your closest feature i e.
Also known as press braking flanging die bending folding and edging this method is used to deform a material to an angular shape.
Shaping a spring to it s desired shape.
002 through 125 widths in stock.
125 through 24 scaleless tempered.
Due to this elastic recovery it is necessary to over bend the sheet a precise amount to acheive the desired bend radius and bend angle.
This is done through the application of force on a workpiece.
Here s how it s done.